
Уважаемые покупатели, в это обзоре мы хотим вам рассказать, что бывает, если сварочный ток, отображаемый на дисплее аппарата, не совпадает с реальными параметрами. Ни для кого не секрет, что многие производители сварочного оборудования завышают параметры сварочного тока. Но обычно колебания в 10 Ампер не так сильно влияют на сварку. Но случай, который мы опишем ниже, уникален тем, что производитель сильно завысил параметры, а это в свою очередь сильно повлияло на сварочный процесс и на качество шва, на глубину провара. Мы не будем говорить что за аппарат мы тестировали, но заверяем вас, что на полках нашего интернет-магазина он в продаже не появится.
Итак, что мы имеем. Аппарат аргонодуговой сварки (TIG), с множеством функций: постоянный и переменный ток, формирование волн, пульс и так далее. Испытывали мы его на алюминии. Решили выбрать именно этот «капризный» металл, чтобы проверить переменный ток (AC).
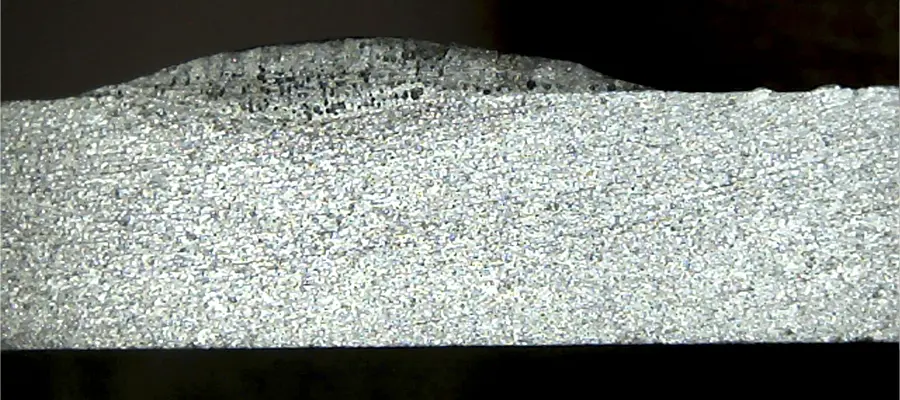
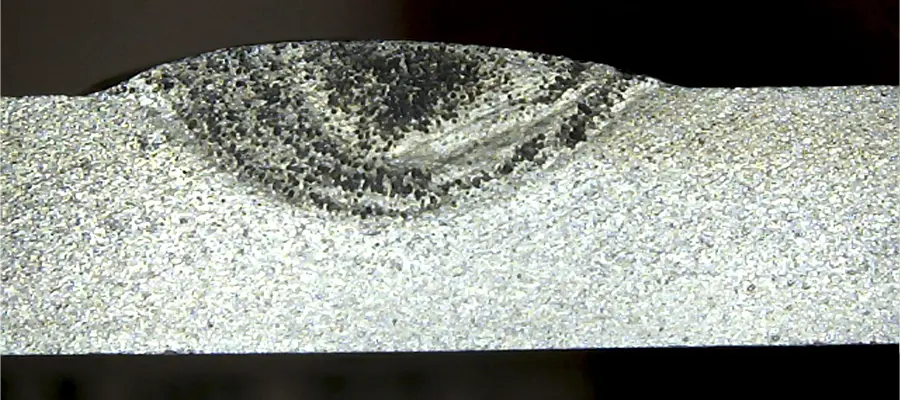
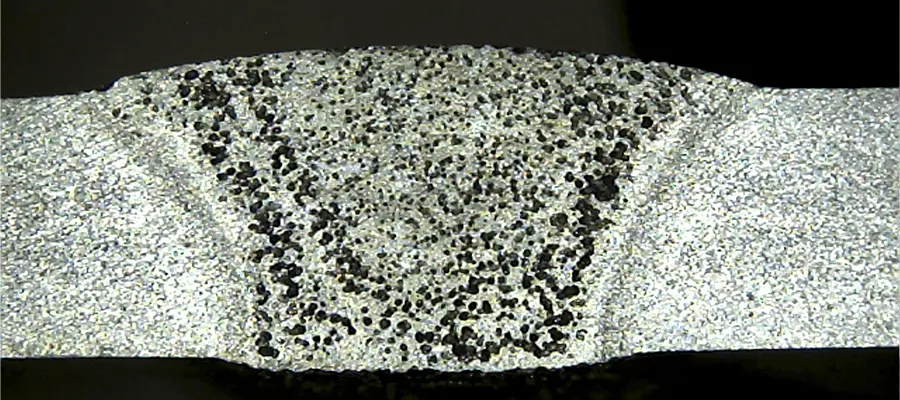
Хотим также обратить внимание на черные точки на шве в макрошлифах. Мы впервые травили срезы металла в кислоте, по этому немного переборщили. Мало опыта. В дальнейших тестах попробуем делать иначе.
Испытание № 1
- Режим: TIG AC. Простой.
- Форма волны: Прямоугольная.
- Частота переменного тока: 70 Гц.
- Ток на аппарате (предустановка): 120 Ампер.
- Ток при сварке на аппарате: 119 Ампер.
- Реальный ток (замеры на клещах): 94 Ампер.

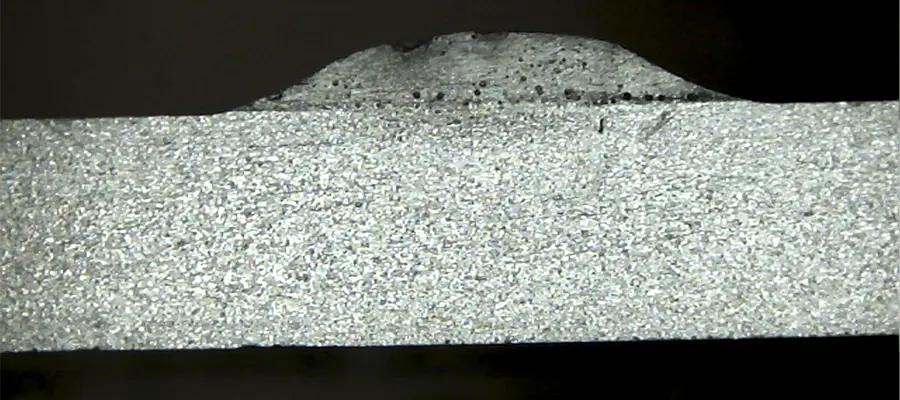
Испытание № 2
- Режим: TIG AC. Импульсный.
- Форма волны: Прямоугольная.
- Частота переменного тока: 70 Гц.
- Ток на аппарате (предустановка): 165 Ампер.
- Ток при сварке на аппарате: 165 Ампер.
- Дополнительно: Частота импульсной сварки 5 Гц.
- Реальный ток (замеры на клещах): 90 Ампер.
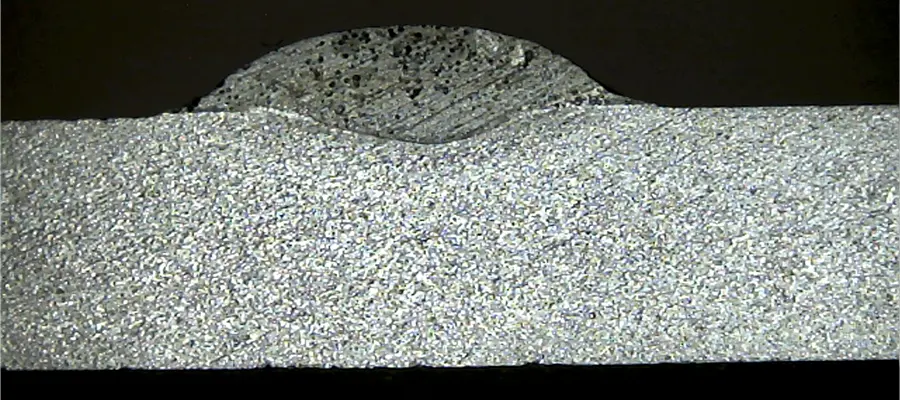
Испытание № 3
- Режим: TIG AC. Простой.
- Форма волны: Синусоидальная.
- Частота переменного тока: 70 Гц.
- Ток на аппарате (предустанвока): 165 Ампер.
- Ток при сварке на аппарате: 100 Ампер.
- Реальный ток (замеры на клещах): 90 Ампер.

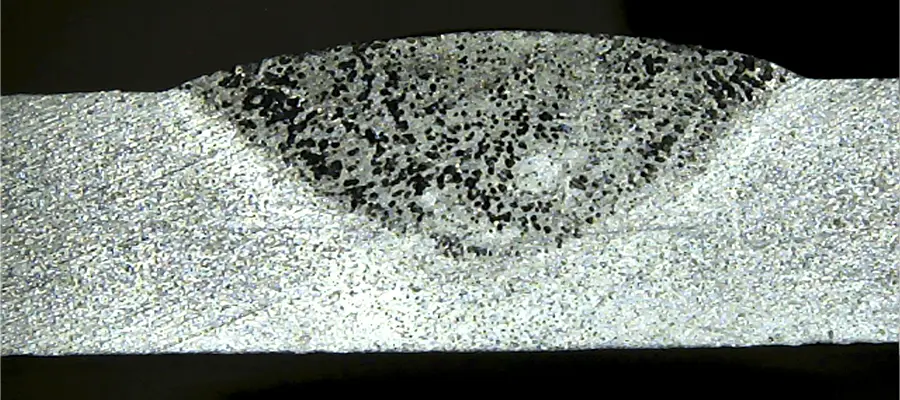
Испытание № 4
- Режим: TIG AC. Импульсный.
- Форма волны: Синусоидальная.
- Частота переменного тока: 70 Гц.
- Дополнительно: Частота импульсной сварки 7 Гц. Увеличена с 5 Гц до 7 Гц из-за нехватки максимального тока.
- Ток на аппарате (предустанвока): 200 Ампер.
- Ток при сварке на аппарате: 200 Ампер.
- Реальный ток (замеры на клещах): 84 Ампер.
Испытание № 5
- Режим: TIG MIX.
- Дополнительно: Частота смены постоянного и переменного тока 5 Гц.
- Баланс постоянного и переменного токов для MIX сварки 20%.
- Ток на аппарате (предустанвока): 145 Ампер.
- Ток при сварке на аппарате: 145 Ампер.
- Реальный ток (замеры на клещах): 70 Ампер.
Испытание № 6
- Режим: TIG MIX.
- Дополнительно: Частота смены постоянного и переменного тока 5 Гц.
- Баланс постоянного и переменного токов для MIX сварки 80%.
- Ток на аппарате (предустанвока): 145 Ампер.
- Ток при сварке на аппарате: 145 Ампер.
- Реальный ток (замеры на клещах): 112 Ампер.
Испытание № 7
- Режим: TIG MIX.
- Дополнительно: Частота смены постоянного и переменного тока 5 Гц.
- Баланс постоянного и переменного токов для MIX сварки 50%.
- Ток на аппарате (предустанвока): 145 Ампер.
- Ток при сварке на аппарате: 145 Ампер.
- Реальный ток (замеры на клещах): 95 Ампер.
Испытание № 8
- Режим: TIG MIX.
- Дополнительно: Частота смены постоянного и переменного тока 1 Гц.
- Баланс постоянного и переменного токов для MIX сварки 80%.
- Ток на аппарате (предустанвока): 145 Ампер.
- Ток при сварке на аппарате: 145 Ампер.
- Реальный ток (замеры на клещах): 100 Ампер.
Итог:
Завышенные производителем парметры очень сильно влияют на сварочный шов. Если не делать срезы, то вам может показаться, что металл хорошо проварен, особенно если вы свариваете конструкцию (куб, трубу), где не можете посмотреть обратную сторону и увидеть провар. Такая конструкция будет не прочной.

